RoHS: loodvrij solderen
 Het moest er toch maar eens van komen. Veertien jaar na de invoering van de RoHS-richtlijn door de EU is mijn voorraad loodhoudend soldeertin bijna op. Van mijn recent via Cor, PA0GTB, verkregen K3NG-CW-keyer-print wilde ik nu een loodvrij projectje maken. Dus ging ik op zoek naar informatie over RoHS loodvrij solderen.
Het moest er toch maar eens van komen. Veertien jaar na de invoering van de RoHS-richtlijn door de EU is mijn voorraad loodhoudend soldeertin bijna op. Van mijn recent via Cor, PA0GTB, verkregen K3NG-CW-keyer-print wilde ik nu een loodvrij projectje maken. Dus ging ik op zoek naar informatie over RoHS loodvrij solderen.
RoHS en loodvrij solderen
De RoHS-richtlijn (Restriction of Hazardous Substances) is door de EU ingevoerd in 2006. Een aanscherping van de richtlijn in 2011 is bekend als RoHS 2. Deze richtlijn beperkt de aanwezigheid van gevaarlijke stoffen in apparatuur in de EU. Die gevaarlijke stoffen betreffen onder andere cadmium, chroom-6, kwik, lood en enkele broomhoudende brandvertragers. In 2019 werden hier ook nog een aantal weekmakers aan toegevoegd. Deze maatregelen zijn vooral bedoeld om gevaarlijke stoffen in afval te beperken. In de apparatuur zelf doen deze stoffen meestal niet zoveel kwaad (uitgezonderd in speelgoed). Maar met de afgedankte spullen komen de gevaarlijke stoffen in ons milieu. Loodhoudend soldeer mag volgens deze richtlijn dus niet meer gebruikt worden in commercieel verkrijgbare apparatuur. Voor zelfbouw bestaan deze restricties niet. Maar het wordt duidelijk moeilijker om loodhoudend soldeer te kopen. Tijd dus om over te schakelen.
Loodvrij soldeertin: hogere temperaturen
Loodhoudend soldeertin (bijvoorbeeld 63% lood – 37% tin, Pb63Sn37) heeft een smeltpunt van 183 graden Celsius en is eutectisch. Eutectisch wil zeggen dat de legering één smeltpunt heeft en dus geen smelttraject. Loodvrij soldeertin daarentegen heeft een veel hoger smeltpunt. Namelijk 220 graden voor Sn96.5Ag3.0Cu0.5 of 227 graden voor Sn99.5Cu0.5 om volledig vloeibaar te zijn. Deze laatste twee zijn niet eutectisch. Sn96.5Ag3.5 en Sn99.3Cu0.7 zijn dan wel weer eutectisch met een smeltpunt van 221 respectievelijk 227 graden Celsius. Al met al is dus zo’n 30 tot 40 graden hogere temperatuur nodig om te solderen.
Nieuwe soldeerbout?
 Als je een soldeerbout met regelbare temperatuur hebt, mag die dus wat hoger. Je hebt ook wat meer vermogen nodig. Minstens 50 W, maar liever nog iets meer. In de praktijk soldeer ik nu met de bout op 450 graden. Ook duurt het langer voor de print en component voldoende opgewarmd zijn. Duurt het met loodhoudend soldeertin 2 tot 3 seconden, dan wordt dat voor loodvrij soldeertin toch gauw 6 tot 7 seconden. Voor een goede warmteoverdracht is het nog belangrijker dat de soldeerpunt schoon en goed vertind is. Daarnaast is ook de juiste maat belangrijk. Met een dun puntje een groot aardvlak proberen op te warmen is onbegonnen werk.
Als je een soldeerbout met regelbare temperatuur hebt, mag die dus wat hoger. Je hebt ook wat meer vermogen nodig. Minstens 50 W, maar liever nog iets meer. In de praktijk soldeer ik nu met de bout op 450 graden. Ook duurt het langer voor de print en component voldoende opgewarmd zijn. Duurt het met loodhoudend soldeertin 2 tot 3 seconden, dan wordt dat voor loodvrij soldeertin toch gauw 6 tot 7 seconden. Voor een goede warmteoverdracht is het nog belangrijker dat de soldeerpunt schoon en goed vertind is. Daarnaast is ook de juiste maat belangrijk. Met een dun puntje een groot aardvlak proberen op te warmen is onbegonnen werk.
De componenten zijn wel tegen deze hogere temperatuur bestand, zolang het allemaal niet te lang duurt. De printplaat daarentegen heeft het er wat moeilijker mee. Er is overigens tegenwoordig wel FR4-printmateriaal, dat tegen de hogere temperaturen van soldeerbaden bestand is. Ik heb ook gemerkt dat bij het desolderen de printsporen makkelijker loslaten. Goed opletten dus! Het kan trouwens ook geen kwaad om een passende dikte van de soldeerdraad te kiezen. Tenslotte is dunnere draad eerder tot boven het smeltpunt opgewarmd.
Flux
 De te solderen vlakken moeten uiteraard goed schoon zijn voor mooie en betrouwbare lassen. Maar zelfs mooi schone metalen oxideren aan de lucht. Om oxides en andere verontreinigingen te verwijderen gebruiken we flux. Dat kan in de vorm van een vloeistof of een pasta. Maar vaak zit de flux in de soldeerdraad. Als de draad opwarmt vloeit het vloeimiddel eruit en maakt het oppervlak schoon. Daardoor ontstaat er een betere elektrische verbinding, die ook mechanisch stabieler is. Er zijn vele soorten flux. Helaas zijn er ook verschillende systemen om de vloeimiddelen te classificeren.
De te solderen vlakken moeten uiteraard goed schoon zijn voor mooie en betrouwbare lassen. Maar zelfs mooi schone metalen oxideren aan de lucht. Om oxides en andere verontreinigingen te verwijderen gebruiken we flux. Dat kan in de vorm van een vloeistof of een pasta. Maar vaak zit de flux in de soldeerdraad. Als de draad opwarmt vloeit het vloeimiddel eruit en maakt het oppervlak schoon. Daardoor ontstaat er een betere elektrische verbinding, die ook mechanisch stabieler is. Er zijn vele soorten flux. Helaas zijn er ook verschillende systemen om de vloeimiddelen te classificeren.
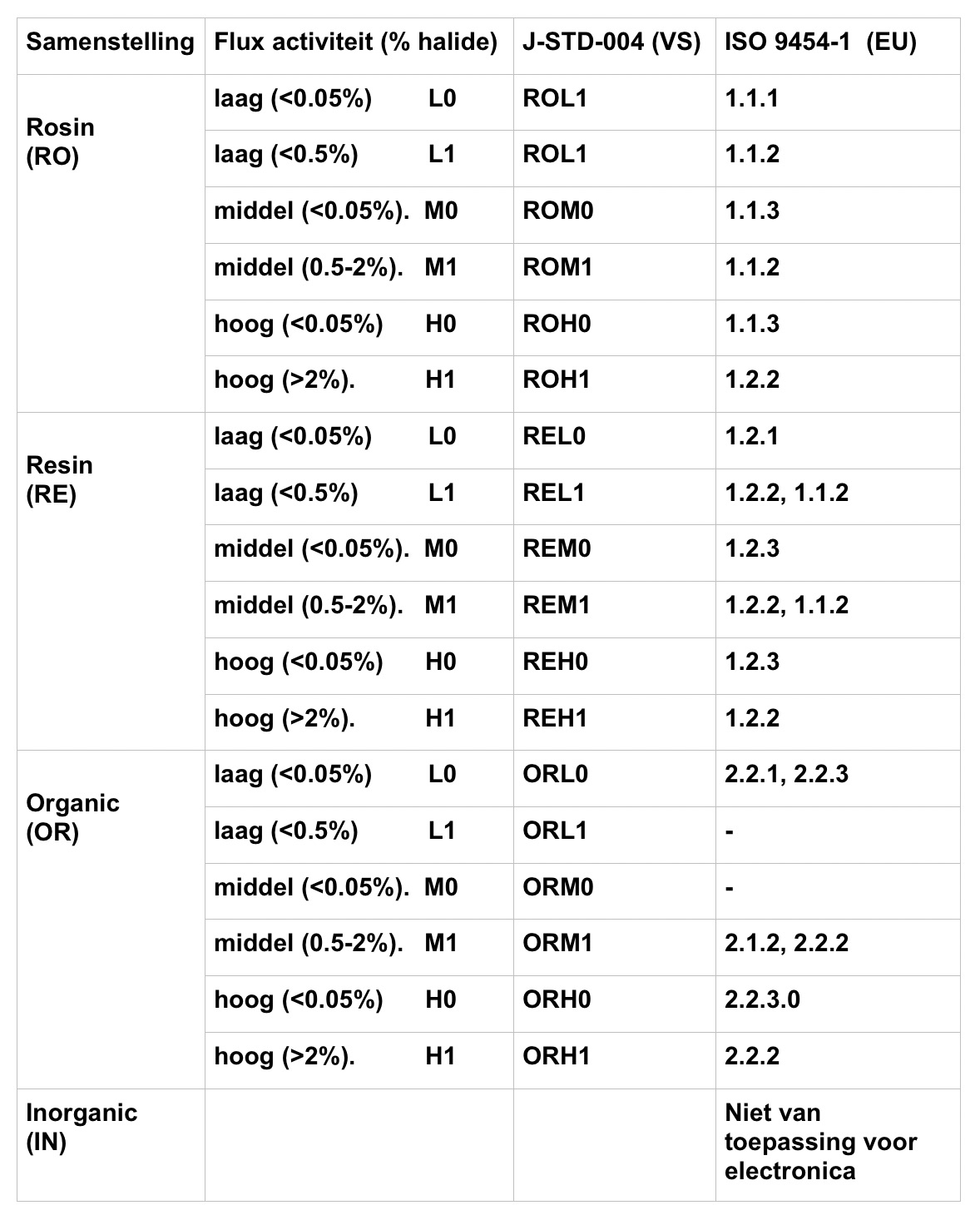
Flux classificatie, klik voor vergroting
Vloeimiddelen op basis van rosin en resin worden het meest gebruikt in de elektronica. Zuren zijn hiervoor niet geschikt en beschadigen de componenten, meteen of in een later stadium. Je vindt tegenwoordig vaak opschriften als ROM1, REL0 (VS) of 1.1.2.A (EU).
De RO slaat dan op rosin of natuurlijke hars, terwijl RE resin of kunsthars is. De daaropvolgende letter geeft aan of het vloeimiddelresidu laag-, middel- of hoogactief is. Het cijfer duidt op de aanwezigheid van halides; 0 is geen of heel weinig, 1 betekent halidehoudend. De Europese classificatie gebruikt drie cijfers gevolgd door een letter: A (vloeibaar), B (vast) of C (pasta). L0, L1 en M0 zijn in principe “no clean”: het vloeimiddel mag blijven zitten zonder schade voor de printplaat en de componenten. Toch kan het om esthetische redenen nodig zijn de print schoon te maken. Dat gebeurt dan meestal met isopropylalcohol. Zelf gebruik ik vaak gewone ethanol en een oude tandenborstel.
Het project: de keyerprint
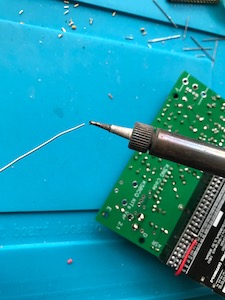
 Hoe is het nou afgelopen met de keyerprint? Eenmaal gewend aan de wat langere opwarmtijden ging het solderen zelf vrij vlot. De bij Cor, PA0GTB, verkregen print is dubbelzijdig vertind en doorgemetalliseerd. Je ziet dan bij het solderen het soldeertin zodra het goed vloeit door de gaten getrokken worden. Overigens bleek bij navraag bij Cor, dat de print met loodhoudend tin vertind is. Dat is een klein risico, omdat je in principe loodhoudend en loodvrij soldeer niet moet vermengen. Er ontstaan dan meer intermetallische verbindingen, die de las bros en elektrisch onbetrouwbaar kunnen maken. Dat is voorlopig niet gebleken, want de print werkte meteen toen de spanning erop ging.
Hoe is het nou afgelopen met de keyerprint? Eenmaal gewend aan de wat langere opwarmtijden ging het solderen zelf vrij vlot. De bij Cor, PA0GTB, verkregen print is dubbelzijdig vertind en doorgemetalliseerd. Je ziet dan bij het solderen het soldeertin zodra het goed vloeit door de gaten getrokken worden. Overigens bleek bij navraag bij Cor, dat de print met loodhoudend tin vertind is. Dat is een klein risico, omdat je in principe loodhoudend en loodvrij soldeer niet moet vermengen. Er ontstaan dan meer intermetallische verbindingen, die de las bros en elektrisch onbetrouwbaar kunnen maken. Dat is voorlopig niet gebleken, want de print werkte meteen toen de spanning erop ging.
Niet helemaal perfect overigens, want de dah-paddle werkte niet. Dat lag aan de in China aangeschafte Mega2560 mini. Op die printplaat bleek namelijk een ingangspen (D4) niet met de bijbehorende pin (pin 1) van het IC verbonden. En de CW-decoder werkte niet goed. Bij de foutopsporing bleek een weerstand (R22) niet aan aarde te liggen. Een foutje in het ontwerp van de printplaat, waar inmiddels een erratum van verschenen is. Met twee draadjes waren die problemen verholpen en doet de keyer het boven verwachting. Maar het ontwerp heeft zoveel mogelijkheden dat ik ze nog niet allemaal heb kunnen verkennen. Ik verwijs graag naar het artikel van Cor, PA0GTB in Electron juli 2019, pagina 300: Arduino voor radioamateurs deel 10.
Voortaan RoHS loodvrij solderen?
Loodvrij solderen is me niet tegengevallen. Na zo’n hele print zie je er niet meer zo tegen op. Hoewel loodhoudend solderen makkelijker is, lijkt dit ook goed te doen. Met een goede keus van soldeerpunt, temperatuur en soort en dikte van de soldeerdraad moet iedereen het kunnen.